
More Information
Submitted: May 28, 2024 | Approved: June 25, 2024 | Published: June 26, 2024
How to cite this article: Lapovska S, Chernenko N, Konoplya M. The Effect of Cellulose Fiber on the Bending Strength of Autoclaved Aerated Concrete. Ann Civil Environ Eng. 2024; 8: 045-047.
DOI: 10.29328/journal.acee.1001065
Copyright License: © 2024 Lapovska S, et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Keywords: Autoclaved aerated concrete; Discrete reinforcement; Cellulose fibers; Bending strength

The Effect of Cellulose Fiber on the Bending Strength of Autoclaved Aerated Concrete
Svitlana Lapovska1,2*, Nicholas Chernenko1,2 and Mykola Konoplya1
1Kyiv National University of Construction and Architecture, Povitrianykh Syl Ave, 31, Kyiv, Ukraine
2State Enterprise "Ukrainian Research and Design Institute of Building Materials and Products", Kostyantinovskaya St., 68, Kyiv, Ukraine
*Address for Correspondence: Svitlana Lapovska, State enterprise "Ukrainian Research and Design Institute of Building Materials and Products", Kostyantinovskaya St., 68, Kyiv, Ukraine, Email: [email protected]
Autoclaved aerated concrete is becoming an increasingly popular building material, and for good reason. It is ecological, energy efficient, strong, and durable. Studies show that the production of autoclaved aerated concrete saves 85% of energy compared to the production of heavy concrete. However, the use of steel reinforcement in large-sized aerated concrete products leads to deterioration of thermal insulation properties, corrosion, and destruction of the material. Replacing steel reinforcement with discrete fiber strands can solve this problem. The fiber does not affect the thermal insulation properties, is not prone to corrosion, and can be evenly distributed over the entire volume of the product.
Without exaggeration, autoclaved aerated concrete occupies a leading position in wall materials, both for the construction of an individual house and for multi-apartment buildings. The material is quite widespread in all countries of the world and will surely continue to gain favor among consumers. Modern trends in construction are not left aside, because it is necessary to try and strive for the preservation of natural resources, which is the main value for any country. To preserve natural resources, it is not enough to reduce their use, it is necessary to use secondary and by-products from production (production waste). In the USA, research has been conducted on the CTGt analysis, which evaluates the ecological footprint of a product from the extraction of raw materials to the end of the production process. The obtained research results demonstrate that the production of autoclaved aerated concrete consumes 85% less energy than the production of heavy concrete and is 53% more ecological when compared with CO2 emissions [1].
The constantly developing market for the production of autoclaved aerated concrete poses new challenges for its application, for example, a plant was opened in Indonesia with the help of the efforts of MHE Group and ACCO AAC International [2].
For Ukrainian manufacturers, it is important to expand the range of products from aerated concrete, and, first of all, to introduce the production of large-sized products from structural and heat-insulating aerated concrete for enclosing structures. Such products have significant advantages compared to ordinary wall blocks, both in production and in installation. The use of large-sized products is possible only when they are reinforced with a spatial frame made of metal reinforcement. Such reinforcement leads to the deterioration of thermotechnical properties and also forms a critical zone of moisture accumulation in the middle of the material on the surface of the reinforcing metal rods, which, in the future, causes a corrosive effect, which leads to internal stresses in the material and its destruction, which significantly reduces the durability of the product and its operational properties.
One of the directions of leveling the negative impact of steel reinforcement is its complete replacement with discrete fiber fibers, which makes it possible to create a spatial frame throughout the volume of the product, which increases the reinforcement ratio without significant weight change.
Arnon Bentur and Sidney Mindess [3] identify three main patterns of effective fiber action in the composite:
- The structure of the volumetric cementing matrix;
- Shape and distribution of fibers;
- Structural interaction of the fiber with the matrix.
The above laws are mandatory for achieving maximum interaction and maximum strength of discrete fiber-reinforced concrete.
As a separate, important factor, we can add that it is necessary to ensure the location of fiber fibers in the structure of aerated concrete, perpendicular to the swelling.
It is worth noting that the fiber has a high adhesion to the cement matrix of aerated concrete, which leads to high indicators of tensile strength during bending. Such conclusions were made by Zühtü Onur Pehlivanl, Ibrahim Uzun, Zeynep Pınar Yücel, and Ilhami Demir [4], they investigated the influence of different types of fiber on the properties of autoclaved aerated concrete. The researchers noticed an additional effect of the introduction of the fiber on the contact zones of the reinforced fiber. Additional formations of tobermorite crystals are created with the matrix of the material, which leads to an increase in the solid phase in the material and, as a rule, a decrease in destructive loads, which confirms our theory of increasing the time of plastic strength acquisition due to the formation of additional tobermorite crystals on the surface of the reinforcing fibers.
A study of discrete reinforcement of autoclaved aerated concrete to change flexural strength was conducted in the laboratory of SE "NDIBMV". Formed samples measuring 4x4x16 mm were subjected to loading on the MII-100 device, and cellulose fiber with the following characteristics was used as a reinforcing component (Figure 1, Table 1).

Figure 1: General appearance of cellulose fiber.
| Table 1: Characteristics of cellulose fiber. | |
| Density, g/cm3 | 1,5 |
| Fiber length, mm | 1,0-2,5 |
| Fiber diameter, μm | 10-25 |
| Tensile strength, GPa | 0,5 |
| Modulus of elasticity, GPa | 35 |
| Temperature resistance, ºС | Not lower than 190 |
| Alkali resistance | рН12 |
As a technological method of manufacturing aerated concrete, the casting method of forming products was chosen according to DSTU-N B V.2.7-308 [5], for aerated concrete brand D 400, the spread of the mixture according to Suttard should be within 30 ± 5 cm.
Beams of autoclaved aerated concrete were placed in the device and subjected to gradual bending stress (2400 ± 200) N/s.
The main advantages of cellulose fiber include the ability to provide three-dimensional reinforcement of aerated concrete, as well as to create clogging cells that increase the density of the aerated concrete structure.
Characteristics of other materials are as follows (Table 2).
| Table 2: Characteristics of Portland cement M500, 2nd grade quicklime, quartz sand, aluminum powder, and building plaster. | |
| Рortland cement M 500: | |
| Grinding fineness, according to the residue on a sieve of 32 μm, % | 8.0-12.0 |
| Grinding fineness, according to the residue on the 80 μm sieve, % | < 1.0 |
| Specific surface area, according to the air permeability method cm2/g | 3700-3850 |
| Terms of longing: | |
| beginning, min. | 130-160 |
| end, min. | 180-240 |
| Compressive strength for 28 day, MPa | 52-55 |
| 2nd grade quicklime: | |
| Active CaO, % | 82.19 |
| MgO, % | 1.41 |
| SiO2, % | - |
| Al2O3 + Fe2O3, % | - |
| SO3, % | - |
| Na2O + K2O, % | - |
| Quenching duration t (60 ºС), min | 5 min. 40 p. |
| Balance on sieve 009, % | 7.39 |
| Quartz sand: | |
| SiO2,% | 95 |
| Al2O3,% | 1.2 |
| Fe2O3, % | 0.2 |
| CaO, % | 1.0 |
| MgO, % | 1.0 |
| Mica, % | 0.1 |
| Clay and silty inclusions, % | 2 |
| Bulk density in dry state, kg/m3 | 1200 |
| Аluminum powder: | |
| Metallic aluminum, % | 95.0 |
| Bulk density,kg/m3 | 0.15 |
| Specific surface according to Blain, cm2/g | 1500 |
| Building plaster: | |
| CaSO4,% | 85.0 |
| MgO,% | 1.2 |
| SO3,% | 41.0 - 42.0 |
| Content of clay inclusions, % | 1.2 |
The introduction of fibrous fibers was in the range of 0% to 0.2% of the mass of dry components.
The composition of the mixture used in the study is as follows (Table 3).
| Table 3: Consumption of raw components per 1 m3,kg. | |||||
| Рortland cement M 500 | 2nd grade quicklime | Quartz sand | Аluminum powder | Building plaster | surfactant |
| 50 | 125 | 205 | 0,6 | 6 | 0,05 |
As can be seen from Figure 2, the largest increase in flexural strength, which is 0.9 MPa, is achieved due to the introduction of 0.15% fiber by mass of dry components, which exceeds the initial strength of aerated concrete without reinforcement by almost 30%.
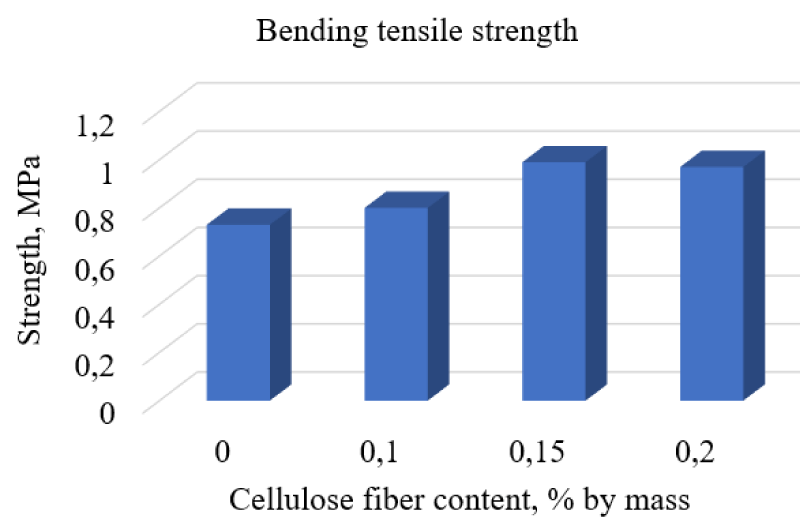
Figure 2: Change in compressive strength depending on the cellulose fiber content.
Due to the introduction of cellulose fibers into the structure of aerated concrete, additional reinforcement of the entire structural volume is created. As a result of the introduction of fiber fibers in the amount of up to 0.1% of the mass of dry components, incomplete reinforcement of the volumetric structure of aerated concrete occurs due to incomplete perception by the fiber of stresses transmitted through the solid skeleton of aerated concrete. That is, the part of aerated concrete reinforced with fibers transfers part of the stress to the fibers and increases the resistance of the solid phase of aerated concrete to the formation of cracks, while the part of aerated concrete that does not interact with the fiber fully absorbs the stress, which leads to the formation of cracks in the structure of aerated concrete.
When excess fiber is introduced, local formation of fibrous "hedgehogs" occurs, which provokes a decrease in strength, both in tension during bending and during compression. Such inclusions prevent the uniform placement of fiber fibers in the structure of aerated concrete, which leads to the formation of destructive loads when the mass swells and gains plastic strength. These fibrous coagulation zones are not completely homogenized by the mixture, and as a result, there is a small air gap between them. During the swelling of the aerated concrete mass, fiber lumps act as additional barriers for uniform swelling of the mass. During swelling, enlarged pores are formed in the places of coagulation of fiber fibers, due to additional surface forces between fiber fibers and the gas phase of the mixture. As a result, local clots of large pores are created, which leads to a decrease in strength characteristics.
The introduction of discrete reinforcement in the production of autoclaved aerated concrete is an undeniable advantage for ensuring the durability and reliability of structures and products. The introduction of discrete reinforcement opens up new opportunities for the use of autoclaved aerated concrete as structural and heat-insulating materials. The joint interaction of fiber fibers and rigid skeleton gives the maximum "synergy" effect in increasing strength, both at the early stages of production and during operation.
- Fouad F, Ramadan W, Schoch T, Kirby J. Environmental performance of autoclaved aerated concrete in the USA. ce papers. 2023; 6:5-14. https://doi.org/10.1002/cepa.2223;
- Hofmann M. CEO MHE Group. Indonesia AAC worldwide. 2: 2024.
- Bentur A, Mindess S. Fibre Reinforced Cementitious Composites. Modern Concrete Technology Series A series of books presenting the state-of-the-art in concrete technology Series.
- Pehlivanl ZO, Uzun I, Yücel ZP, Demir I. The effect of different fiber reinforcement on the thermal and mechanical properties of autoclaved aerated concrete. Constr Build Mater. 2016; 112:325–330.
- DSTU-N B V.2.7-308 Guidelines for the manufacture of aerated concrete products.